


 , Alessandro Blasi 1, Catia Giovanna Lopresto 2, Vincenza Calabrò 2
, Alessandro Blasi 1, Catia Giovanna Lopresto 2, Vincenza Calabrò 21 Italian National Agency for New Technologies, Energy and Sustainable Economic Development (ENEA), Trisaia Research Centre, 75026 Rotondella, Matera, Italy
2 Department of Computer Engineering, Modeling, Electronics and Systems (DIMES), University of Calabria, 87036 Rende, Italy
†These authors contributed equally.
Abstract
Globally, the growing production of food commodities generates significant quantities of agroindustrial residues, most of which are untreated and disposed of as waste through either burning, dumping into the land, or unplanned landfilling, thereby causing environmental pollution, public health problems, and decreased soil organic matter and soil productivity. A literature review has been conducted on the current crop residue biomass valorization, analyzing raw material properties and the potential risks associated with its incorrect or absent management, as well as the major microbial fermentation strategies that are used for converting residual crops into valuable products. Approximately 2445.2 million tons of crop residues are produced worldwide. Microbial fermentation is an efficient way of managing residues that are rich in nutrients (e.g., nitrogen, phosphorus, and potassium) and converting them into single-cell proteins, antibiotics, enzymes, bioalcohols, polysaccharides, fine chemicals, and others, thereby supporting a circular bioeconomy. Although separate saccharification and fermentation (SHF) represent the predominant fermentation strategy, it requires considerable equipment costs and a long process time, which can lead to the formation of contaminations and inhibitors. Alternative conversion strategies, including simultaneous saccharification and fermentation (SSF), simultaneous saccharification and co-fermentation (SSCF), and consolidated bioprocessing (CBP), can reduce time and production costs, contaminations, and inhibitor formation, and enhance process yields. Nevertheless, combining hydrolysis and fermentation into a single phase results in non-optimal temperature and pH. This review discusses crop residue valorization through fermentation strategies, and provides a 360-degree view of the topic. After investigating the major types of crop residues and the potential environmental risks associated with their incorrect or absent management, it analyzes the key steps in the crop residue bioconversion process, and the most common microorganisms and microbial cultures. In addition, this review reports on various examples of crop residues being converted into industrial products and analyzes the main fermentation strategies (SHF, SSF, SSCF, and CBP), highlighting their strengths and weaknesses. As a matter of fact, fermentation strategies need to be compared for their benefits and disadvantages before being implemented on a large scale. In addition, the properties and availability of the raw materials, investment, and operating costs, the skilled workforce availability, sustainability, and the return on investment all need to be evaluated. Finally, the discussion focus on future outlooks and challenges.
Keywords
- crop residues
- bioconversion
- fermentation
- value added products
- sustainability
Food demand is expected to increase by 35% to 56% between 2010 and 2050 due to the growth of the population worldwide [1]. This trend has led to an increase in agricultural activities and agro-product output. During 2000–2020, primary crop production, which consisted mainly of sugar cane, maize, rice, and wheat, increased by 52%, reaching 9.3 billion tons. Over the same period, fruit production increased by 55%, while vegetable production increased by 65%, resulting in 887 and 1.128 million tons, respectively, in 2020 [2].
Table 1 (Ref. [3]) presents the global production and harvested area of major crops in 2020, according to FAOSTAT [3].
| Material | World production | World harvested area | Three major producers and production | |
| (million tons) | (million hectares) | Producers | Production (million tons) | |
| Sugar cane | 1.870 | 26 | Brazil | 757 |
| India | 371 | |||
| China, mainland | 108 | |||
| Maize | 1.162 | 201 | USA | 360 |
| China, mainland | 261 | |||
| Brazil | 104 | |||
| Wheat | 761 | 219 | China, mainland | 134 |
| India | 108 | |||
| Russian Federation | 86 | |||
| Rice | 757 | 164 | China, mainland | 212 |
| India | 178 | |||
| Bangladesh | 55 | |||
| Soya beans | 353 | 126 | Brazil | 122 |
| USA | 113 | |||
| Argentina | 49 | |||
| Barley | 157 | 51 | Russian Federation | 21 |
| Spain | 11 | |||
| Germany | 11 | |||
Agricultural crops generate considerable leftovers, commonly referred to as crop residues (CRs), and include rice straw, wheat straw, sorghum, corn stover, and sugarcane bagasse.
CRs are classified as primary and secondary residues (also known as processed-based residues). The primary CRs consist of plant parts that are left in the field after harvesting, which vary greatly in their properties and rate of decomposition, such as stems, stalks, leaves, seed pods, and straw. The secondary CRs are produced during processing and include husks, seeds, roots, molasses, and bagasse [4, 5, 6, 7].
The number of CRs produced at the global level was estimated at 2445.2 million tons [8]. It was estimated that sugar cane, maize, wheat, rice, soya beans, and barley contributed to nearly 85% of the global production of CRs [4]. The Asian continent produces 47% of the world’s CRs, followed by America (29%), Europe (16%), Africa (7%), and Oceania (1%) [4]. The generation of CRs in Italy is estimated to be about 12 million tons annually [6].
The CRs are relevant nutrient sources, especially nitrogen (N), phosphorus (P), and potassium (K). According to Torma et al., (2017) [9], the CRs of 17 crops left in the soil after harvest can lead to an increase of 20–132 kg N, 2–24 kg P, and 13–218 kg K per hectare. These large amounts of nutrients can save huge amounts of fertilizer for the following crops [9]. CRs play a key role in the maintenance and improvement of chemical, physical, and biological properties of the soil and its processes, thereby promoting proper soil function, plant growth, and other environmental services [5, 10, 11]. Some CRs can also be used for animal feed and bedding, housebuilding materials, cooking fuels, and as a source of industrial dyes [12, 13]. In addition, CRs can be applied as compost and manures, as fibers and polymers in textile production, as biosorbents for industrial effluents, and as biomass for biofuel production and bioenergy development [14, 15, 16, 17].
However, collecting, bundling, transporting, and managing CRs is energy- and labor-intensive, and time-consuming, which causes delays in the sowing of the next crops. Hence, most CRs are burned on-site. Based on FAOSTAT data, CR burning (CRB) in 2020 accounted for 397 million tons worldwide [18].
CRB causes (i) inhibition of nutrient recycling with organic carbon sequestration and N, P, and K losses up to 80%, 25%, and 21%, respectively; (ii) negative impact on soil microbes, which are decimated up to a depth of about 2.5 cm due to overheating and carbon loss; (iii) significant air pollution mainly due to the emission of high levels of toxic gases [4, 12, 13, 19]. CRB emissions are predicted to increase by 45% by 2050 (Table 2, Ref. [20]) [20].
| Pollutants | CRB emission (thousand tons/year) | |||
| 2003–2004 | 2016–2017 | 2050 | ||
| Carbon dioxide | CO |
132,085.94 | 171,373.95 | 248,492.23 |
| Carbon monoxide | CO | 6617.46 | 8510.97 | 12,340.90 |
| Nitrous oxide | N |
56.03 | 73.36 | 106.37 |
| Methane | CH |
547.61 | 706.76 | 1024.8 |
| Nitrogen oxides | NOx | 209.07 | 268.27 | 388.99 |
| Non-methane volatile organic compounds | NMVOCs | 620.88 | 804.47 | 1166.48 |
| Sulfur dioxide | SO |
24.57 | 31.97 | 46.35 |
| Ammonia | NH |
217.53 | 281.33 | 407.92 |
| Particulate matter | PM2.5 | 630.7 | 823.36 | 1193.88 |
| PM10 | 624.11 | 811.34 | 1176.44 | |
| Polycyclic aromatic hydrocarbons | PAHs | 0.28 | 0.36 | 0.53 |
| Elemental carbon | EC | 44.96 | 57.73 | 83.72 |
Adapted from [20].
Several adverse effects on human and animal health, and on economic development resulting from air pollution (Fig. 1, Ref. [19, 21]) [22, 23, 24].
 Fig. 1.
Fig. 1.CRB impacts. The main negative effects of crop residue burning (CRB) on air (red text), soil (green text), economic development (orange text), and health (blue text). Based on [19, 21].
However, several barriers prevent farmers from utilizing crop residue sustainably: (i) the mechanized harvesting methods have increased the uneven distribution of CRs in the field, making it harder to recover them [24]; (ii) the use of combined harvesters results in taller crop residue (about 1–2 feet tall) than manual harvesting, where the crops are cut close to the root (with stalks less than 6 inches) [13]; (iii) the timeframe between harvesting a crop and sowing the next is limited and could be as short as 7–10 days [24]; (iv) the cost of collecting, transporting, and recycling CRs is not economically viable for many farmers, given the large amounts of residue generated postharvest, with CR removal costs estimated to be up to 35% higher than burning [25, 26]; (v) burning CRs is also influenced by insufficient labor and a lack of marketability in CRs [13].
Several authors suggested multiple ways to motivate farmers to adopt more cost-effective and sustainable alternatives to burning crop residues, such as encouraging the use of agricultural machines that are capable of sowing crops in standing stubble, implementing in situ practices, and switching to short-lived crop varieties. Beyond these alternatives, there are other strategies, such as educating and raising awareness about CRB in order to change people’s perceptions and beliefs and facilitating the adoption of alternative practices by providing support for initial investments [13, 20].
However, the appropriate management of CRs is necessary to minimize the negative impact of CRBs on the environment and on ecosystem health. CRs can be used to develop other valuable products, including biofuels, enzymes, vitamins, antioxidants, animal feed, antibiotics, and other chemicals, through fermentation methods and the use of a variety of microorganisms [6, 7, 27, 28]. As a matter of fact, CRs are ideal environments for microorganisms to grow due to their high nutritional content. Furthermore, these microorganisms are capable of reusing CRs through fermentation processes [7].
The goal of this review was to describe how microbial fermentation can be used effectively to convert CRs into value-added products to contribute to a circular bioeconomy.
This review examines the CRs valorization through bioconversion from multiple points of view. Firstly, it focuses on CRs, illustrating the main types and highlighting the potential environmental risks caused by their incorrect or absent management. It first analyzes the most used microorganisms and the different microbial cultures, such as pure, mixed, and immobilized cultures, to then move on to examining examples in the literature of bioconversion of various types of CRs to obtain different industrial products. The main fermentation strategies are examined, such as simultaneous saccharification and fermentation (SSF), simultaneous saccharification and co-fermentation (SSCF), and consolidated bioprocessing (CBP), and compared to the conventional approach of separate saccharification and fermentation (SHF).
Finally, this review analyzes the advantages and disadvantages of each fermentation strategy in depth and outlines the potential challenges that need to be addressed.
CRs are lignocellulose raw materials, mainly consisting of cellulose fibers embedded in a matrix of hemicelluloses and lignin [27, 29].
Cellulose is an insoluble homopolysaccharide composed of fermentable sugars and
formed by
In addition, extractives (solvent-soluble nonstructural components, such as proteins, pectins, soluble sugars, nitrate/nitrites, chlorophyll, ash, and waxes) and minerals (such as carbon, potassium, sodium, phosphorous, sulfur, nitrogen, calcium, iron, and manganese), contribute to the CRs composition [4, 8, 31]. In CRs generated from different sources, biomass constituents can vary significantly (Table 3, Ref. [30, 32, 33, 34, 35]) [27].
| Composition (% dry wt) | Rice straw | Rice husk | Wheat straw | Corn/Maize stalks | Sugarcane bagasse | Soybean straws | Barley straw | Reference |
| Cellulose | 46.60 |
37.50 |
41.45 |
37.30 |
43.60 |
63.50 |
32.50 |
[30, 32, 33] |
| Hemicellulose | 26.00 |
22.00 |
25.25 |
25.90 |
27.15 |
22.43 | 26.50 |
[30, 32, 34] |
| Lignin | 17.00 |
16.00 |
12.60 |
12.70 |
17.65 |
9.50 |
14.50 |
[30, 32, 33, 35] |
CRs biomass constituents must be accurately measured to assist in tailored process designs to maximize product recovery. Globally recognized organizations, including the American Society for Testing and Materials (ASTM), the Technical Association of the Pulp and Paper Industry (TAPPI), and the National Renewable Energy Laboratory (NREL), have developed methods for determining lignocellulose biomass chemical compositions (Table 4, Ref. [36]) [27, 36].
| Organizations | Description | Method No. | Online access |
| Technical Association of the Pulp and Paper Industry (TAPPI) | Lignin in wood (original); acid-insoluble lignin in wood and pulp (later) | T 13 os 54; later T 222 om-06 | https://www.tappi.org/content/sarg/t222.pdf |
| Carbohydrate composition of extractive-free wood and wood pulp by gas–liquid chromatography | T 249 cm-21 | https://imisrise.tappi.org/TAPPI/Products/01/T/0104T249.aspx | |
| Determination of sodium, calcium, copper, iron, and manganese in pulp and paper by atomic absorption spectroscopy | T 266 om-02 | https://www.tappi.org/content/sarg/t266.pdf | |
| American Society for Testing and Materials (ASTM) | Standard Test Method or acid-insoluble lignin in wood | D 1106-96 (2007) | N.A. |
| Standard Test Method for Chromatographic Analysis of Chemically Refined Cellulose (withdrawn 1996) | ASTM D1915-63 (1989) was withdrawn and replaced by D5896 | N.A. | |
| Standard Test Method for carbohydrate distribution of cellulosic material | ASTM D5896-96(2007) | N.A. | |
| Standard Test Method for determining acid-insoluble residues in biomass | E 1721 | N.A. | |
| Determination of carbohydrates in biomass by high-performance liquid chromatography | E 1758 | N.A. | |
| National Renewable Energy Laboratory (NREL) | Determination of total solids in biomass and total dissolved solids in liquid process samples (electronic resource): laboratory analytical procedure (LAP): issue date, 3/31/2008 | NREL/TP-510-42621 | http://purl.access.gpo.gov/GPO/LPS94120 |
| Determination of extractives in biomass (electronic resource): laboratory analytical procedure (LAP): issue date, 7/17/2005 | NREL/TP-510-42619 | https://www.nrel.gov/docs/gen/fy08/42619.pdf | |
| Determination of ash in biomass (electronic resource): laboratory analytical procedure (LAP): issue date, 7/17/2005 | NREL/TP-510-42622 | https://www.nrel.gov/docs/gen/fy08/42622.pdf |
Adapted from [36].
CRs have a peculiar tubular structure with thick walls and low weight. Their
hollow structures are composed of cell walls and numerous pores with different
surface areas, volumes, and sizes. CRs differ in the pore structure. For example,
the rice straw interior structure contains a large amount of porous tissue but a
low specific surface area (0.77 m
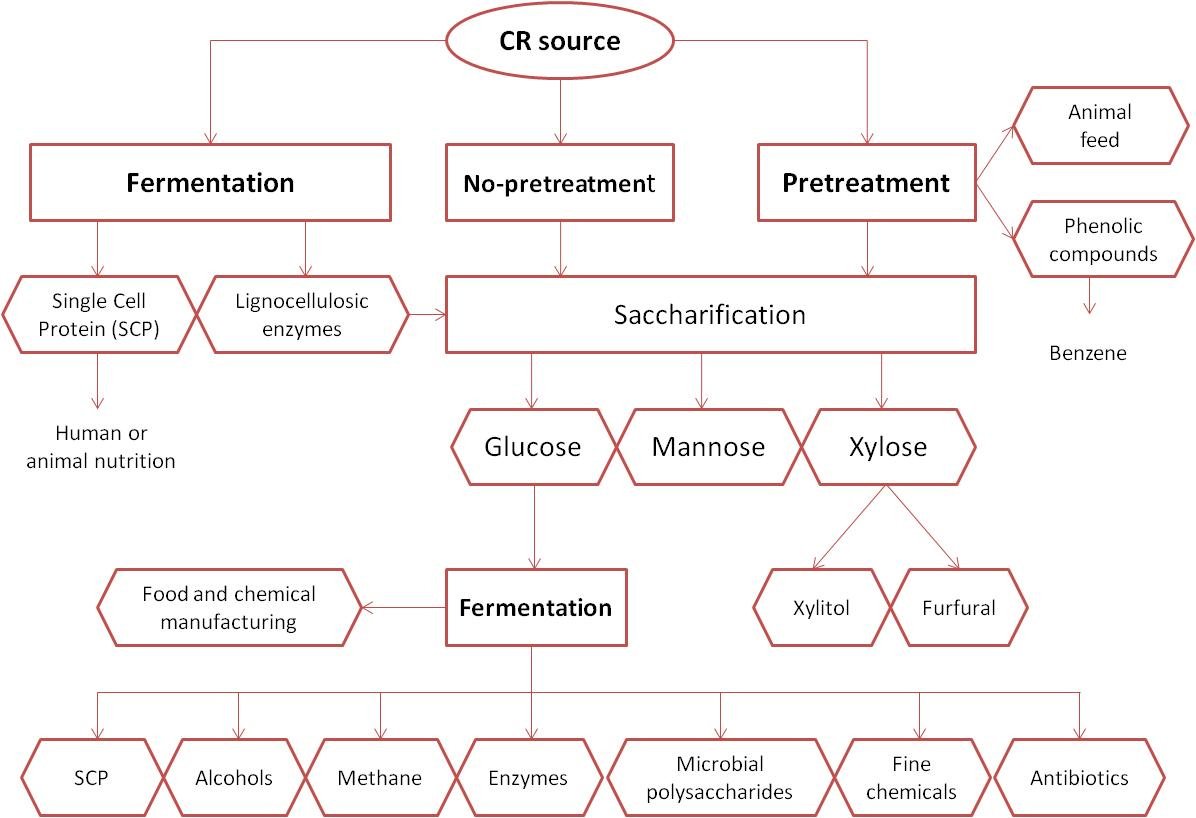
The bioconversion of CRs harnesses the biochemical energy contained in waste biomass for the production of higher-value products, such as single-cell protein (SCP), bio-alcohols, enzymes, antibiotics, fine chemicals, and others [37, 38]. Three key steps in the bioconversion of CRs are pretreatment, saccharification (or hydrolysis), and fermentation [29, 39]. Fig. 2 (Ref. [38]) shows the steps required to convert CR lignocellulose biomass into various value-added products.
Pretreatment of lignocellulose biomass is often necessary to reduce the biomass size and fractionate, solubilize, hydrolyze and separate cellulose, hemicellulose, and lignin components [40, 41, 42, 43]. Several pretreatment methods can be used (physical, chemical, physiochemical, biological, electrical, or a combination thereof) [27, 38]. Table 5 (Ref. [44, 45]) depicts the most popular and recent pretreatment methods for lignocellulose biomass.
| Physical | Chemical | Physicochemical | Biological | Electrical |
| Milling | Acid hydrolysis | Steam explosion | Live microbes | PEF |
| Extrusion | Alkaline hydrolysis | AFEX | Enzymes | |
| Microwave | Organosolv | ARP | ||
| Ultrasound | Ozonolysis | CO |
||
| Wet oxidation | SCFs | |||
| CELF | Liquid hot water | |||
| DESs |
CELF, co-solvent enhanced lignocellulosic fractionation; DESs, deep eutectic solvents; AFEX, ammonia fiber explosion; ARP, ammonia recycle percolation; SCFs, supercritical fluids; PEF, pulsed-electric field. Adapted from [44, 45].
Wheat (Triticum aestivum L.) straw has high bioconversion potential, and hydrothermal pretreatment (steam explosion and hot water pretreatment) is one of the most promising methods for deconstructing this agricultural biomass [46].
Krafft et al., (2020) [47] investigated the pretreatment of corn (Zea mays L.) stover via steam refining with subsequent alkaline lignin extraction. The proposed approach proved to be suitable for corn stover. According to the authors, alkaline extraction in combination with steam refining should also be explored for other agricultural residues [47].
Nath et al., (2021) [48] conducted sequential pretreatments for sugarcane bagasse by alkali and organosolv, under mild conditions, for cellulose recovery and delignification. Cellulose recovery was 66.1% (w/w) and delignification was 83.2% (w/w). As a result, this pretreatment strategy was effective for destructing sugarcane bagasse and could be used as a possible approach for large-scale higher crop residue biomass conversion [48].
Salapa et al., (2018) [49] also assessed the organosolv method for pretreating barley straw. In this work, acetone was used for the acid-catalysis organosolv pretreatment of barley straw and the effect of the conditions (catalyst concentration, reaction temperature, and time) was studied. According to the results, 75.4% of the cellulose was converted to glucose, and 66.7% of the xylose was recovered in the liquid phase [49].
Mafa et al. [50] compared the effectiveness of two alkaline pretreatment approaches, with either lime or NaOH, for sweet sorghum (Sorghum bicolor (L.) Moench) bagasse and corn cobs. According to this study, alkaline pretreatment was more effective for corn cobs than for sweet sorghum bagasse [50].
Moreira et al., (2022) [51] investigated the pretreatment of defatted rice bran with deep eutectic solvents. In this study, pretreated defatted rice bran was enriched in hemicelluloses (40.1%) and delignified (59.3%) [51]. Therefore, DES pretreatment appears to be a promising delignification and hemicellulose enrichment alternative.
CR pretreatment remains an open question despite extensive research in this area. The effectiveness of pretreatment depends on the feedstock [52, 53]; thus, further research is needed to develop efficient methods for commercializing the bioconversion processes with different CRs.
After pretreatment, CRs biomass usually undergoes a saccharification step, which is typically carried out using lignocellulolytic enzymes that are able to break down the biomass of the CRs into its monomers, allowing it to be converted into multiple products that are useful in a wide range of fields [54, 55]. Lignocellulolytic enzymes include two enzymatic systems: hydrolases (e.g., cellulases, hemicellulases, xylanase, proteases, and amylases), which break down cellulose and hemicellulose chains; ligninases (e.g., oxidases and peroxidases), which degrade lignin [56].
Lignocellulolytic enzymes occur in several microbial sources: Fungi, such as Aspergillus, Penicillium, Schizophyllum, Trichoderma, Phanerochaete, and Sclerotium, are renowned for producing large amounts of enzymes extracellularly [56]; numerous Actinomycetes, which are Gram-positive bacteria, mainly aerobic, and spore-forming, are known to produce free lignocellulolytic enzymes; anaerobic bacteria, such as Clostridium thermocellum and Acetivibrio cellulolyticus, are capable of producing large multienzyme complexes that integrate various cellulases and xylanases [57]. Due to their high specificity and ability to work in mild conditions, microbial enzymes are more efficient than inorganic catalysts; however, their application in industrial processes is limited by several factors, including their low stability at high temperatures, the high costs associated with their isolation and purification, and the difficulty in recovering them from reaction mixtures [28, 58]. The lignocellulolytic enzymes isolated from thermophiles (grown up to 60 °C), extreme thermophiles (65–80 °C), and hyperthermophiles (85–110 °C) microorganisms have received considerable attention in recent years owing to their unique properties, such as stability at high temperatures, extreme pH, and high pressure (up to 1000 bar), which makes them ideal fermentation catalysts [27, 59]. The use of enzymes immobilized by physical (adsorption or trapping) or chemical (covalent bonding) methods provides another approach to overcoming the limitations of enzymatic lignocellulose hydrolysis. In addition to being easy to recover and reuse, immobilized enzymes often retain their activity over a long period of time and exhibit increased thermostability or resistance to inactivation [60].
Fermentation-based bioconversion of CRs lignocellulose biomass has been investigated using a variety of microorganisms. One of the most commonly used yeasts for CR fermentations is Saccharomyces cerevisiae [61]. However, several studies have shown that fungi belonging to the genera Aspergillus, Fusarium, Rhizopus, Monilia, Neurospora, Trichoderma, and Paecilomyces, as well as bacteria, especially Lactobacillus sp. (lactic acid bacteria, LAB) or Clostridium, and Bacillus sp., can ferment monomeric sugars from CRs into a variety of valuable compounds [28, 61, 62].
Several research studies are also focusing on the genetic and metabolic improvement of microbial strains employed in fermentation processes to obtain an effective bioconversion of CRs lignocellulose. Although much of the microbial genetic engineering research has initially focused on Escherichia coli [17, 63], significant gains have been made with yeast, including on Saccharomyces cerevisiae [64, 65, 66, 67], Aspergillus niger [68], Trichoderma reesei [69], and bacteria, such as LAB [70], Zymomonas mobilis [71, 72], Clostridium ljungdahlii [73], and Bacillus sp. [74]. As a result of the genetic and metabolic engineering of fermenting microorganisms, desired genes can be overexpressed, while unwanted genes can be inhibited or deleted. Thus, the yield of fermentation-derived compounds and the tolerance of microbial strains to multiple inhibitors in lignocellulose fermentation is enhanced. When raw materials cannot be assimilated directly by the microorganism, a pretreatment step is necessary prior to hydrolysis to obtain fermentable sugars [75].
The fermentation of the CRs varies depending on the microorganisms and the raw materials. Five types of microbial cultures are used in the fermentation processes, as summarized in Table 6 (Ref. [76, 77, 78, 79, 80]).
| Microbial culture | Examples of typical microbial cultures involved | Description | Ref. |
| Pure culture | Saccharomyces cerevisiae | One type of microorganism developed from a single cell | [76] |
| Co-culture | Aspergillus niger and Candida shehatae | Growths from two distinct cell types | [77] |
| Mixed culture | Paenibacillus sp. and four strains of Zymomonas mobilis | Growths from more than two microorganisms | [78] |
| Immobilized culture | Zymomonas mobilis | A given matrix traps a type of microorganism | [79] |
| Co-immobilized culture | Zymomonas mobilis and Pichia stipitis | A given matrix traps two distinct types of microorganisms | [80] |
As shown in Table 7 (Ref. [59, 81, 82, 83, 84, 85, 86, 87, 88, 89, 90, 91, 92, 93, 94, 95, 96, 97, 98, 99, 100, 101, 102, 103, 104, 105, 106, 107, 108]), several CRs, including sugarcane bagasse, rice bran, rice straw, wheat bran, wheat straw, maize (corn) stover, and soybeans, have been used to produce industrial substances, such as enzymes, ethanol, xylitol, biobutanol, bio-hydrogen, microbial polysaccharides, organic acids, and SCP.
| Crop residue | Industrial product | Microbes involved | Ref. |
| Sugarcane bagasse | FPase | Trichoderma reesei RUT C30 | [81] |
| Aroma compounds | Kluyveromyces marxianus | [82] | |
| Coconut aroma, 6-pentyl- |
Trichoderma viride | [59] | |
| 6-Pentyl- |
Trichoderma harzianum | [83] | |
| Rose aroma | Pichia kudriavzevii | [84] | |
| Ethanol | Penicillium chrysogenum BCC4504 and Aspergillus flavus BCC7179 | [85] | |
| Xylitol | Candida guilliermondii FTI 20037 | [86] | |
| Maize (corn) stover | Endoglucanase, cellobiohydrolase, |
Fusarium oxysporum | [87] |
| Acetone, butanol | Clostridium beijerinckii | [88] | |
| Wheat bran | Cellulase, endoglucanase, xylanase | Trichoderma harzianum | [89] |
| Xylanase, endoglucanase, laccase | Coprinellus disseminates SH-1 | [90] | |
| Cellulase, Xylanase, laccase | Coprinus cinereus AT-1 MTCC 9695 | [91] | |
| Amylase | Aspergillus fumigatus | [92] | |
| Lipase | Aspergillus niger | [93] | |
| Lactic acid | Lactobacillus pentosus | [94] | |
| Fumaric acid | Rhizopus oryzae | [95] | |
| Fruity aroma | Rhizopus oryzae | [96] | |
| Wheat straw | Endoglucanase, cellobiohydrolase, |
Thermoascus aurantiacus | [97] |
| Acetone, butanol, ethanol | Clostridium beijerinckii | [98, 99] | |
| Rice straw | Endoglucanase, Fpase, |
Aspergillus fumigatus fresenius | [100] |
| Ethanol, xylitol | Candida tropicalis ATCC13803 | [101] | |
| Lactic acid | Lactobacillus brevis | [102] | |
| Acetone, butanol, ethanol | Clostridium acetobutylicum | [103] | |
| Rice bran | FPase, avicelase, CMCase | Trichoderma reesei QM9414 | [104] |
| Acetone, butanol, ethanol | Clostridium saccharoperbutylacetonicum N1-4 | [105] | |
| Rice husk | Xylitol | Candida guilliermondii and Candida tropicalis | [106] |
| Cellulase | Candida guilliermondii and Candida tropicalis | [106] | |
| Soybeans | Acetaldehyde, Ethanol, 1-Propanol, Ethyl acetate, Ethyl propionate, 3-Methyl butanol | Rhizopus oryzae | [107] |
| B-vitamins (nicotinic acid and nicotinamide, thiamine, vitamin B6 and vitamin B12) | Citrobacter freundii, Klebsiella pneumoniae, Pseudomas fluorescens, and Streptococcus spp. | [108] |
The fermentation-based bioconversion of CRs lignocellulose biomass by microbes can be achieved through several strategies: separate enzymatic hydrolysis and fermentation (SHF), simultaneous saccharification and fermentation (SSF), simultaneous saccharification and co-fermentation (SSCF), and consolidated bioprocessing (CBP) [28].
In SHF, saccharification (or enzymatic hydrolysis) and fermentation reactions are performed in different bioreactors. SSF, SSCF, and CBP technologies combine enzymatic hydrolysis and fermentation in one reactor, reducing overall production time, operating costs, and inhibitors, and improving the hydrolysis rate [109].
SHF is the predominant fermentation strategy. In this method, CRs lignocellulose saccharification and fermentations of hexoses and pentoses sugars occur in three independent reactors. The SHF method has the advantage of performing the saccharification and fermentation steps at their optimal conditions. For instance, most fermenting organisms thrive at temperatures between 28 and 37 °C, whereas saccharification requires a temperature between 45 and 50 °C [110]. In addition, SHF processes allow the fermenting microbes to be reused after fermentation [111].
The application of SHF to crop residue substrates is aimed mostly at the production of second-generation biofuels [17, 112], mainly bioethanol (e.g., from agro-industrial lignocellulosic residues [113]; crop residues and weedy biomass [114], rice straw [115], cardoon biomass [116], tobacco wastes [117], vegetable wastes [118]), and biobutanol (e.g., from sugarcane field residues) [119].
In addition to the most dominant biofuel production, the valorization of crop residues to obtain high-added value compounds by SHF is currently of great interest, yet has been more rarely studied. The bio-based production of organic acids with four (butyric acid, 3-hydroxybutyric acid), five (5-aminolevulinic acid), and six (hexanoic acid) carbon backbones from crop residues by SHF and other technologies has been recently discussed [120]. Various CRs, such as sugar cane bagasse, wheat bran, and corn stalk, have been employed by researchers to produce bio-succinic acid using the SHF method and Actinobacillus succinogenes. Based on a report released by the US Department of Energy, bio-succinic acid is one of the top twelve value-added chemicals from biomass [121]. It is widely used in agricultural, food, chemical, metal, and pharmaceutical industries as a precursor, ion chelator, and additive agent [122].
Even if SHF is still widely used, it has numerous disadvantages, including high production costs due to long processing times and expensive equipment [123]. Furthermore, the SHF method is prone to microbial contamination due to its long period of time [110]. The hydrolytic enzyme activity, indeed, is inhibited by the released sugars, mainly cellobiose and glucose. A cellobiose concentration of about 6 g/L reduces the enzymatic activity by 60%. The enzymes could also be a possible source of contamination [124].
To overcome the SHF limitations, integrated conversion technologies have been developed, including simultaneous saccharification and fermentation, simultaneous saccharification and co-fermentation, and consolidated bioprocessing [28].
SSF combines enzymatic hydrolysis and fermentation in one reactor to obtain value-added products in a single step [125], and it has several advantages compared to SHF. Firstly, the use of a single vessel for fermentation and saccharification results in lower residence times and capital costs in the process. Moreover, the inhibitory compounds from enzymatic hydrolysis are reduced, improving the overall performance of the process [126, 127, 128].
Similar to SHF, SSF was also widely used for biofuel production. However, SSF was tested in several research studies as a method for the bioconversion of corn crops and sugar beet residues into lactic acid, a chemical building block used in food, cosmetics, and chemicals. Different microorganisms, such as Bacillus coagulans, Pediococcus acidilactici, Lactobacillus pentosus, Lactobacillus delbrueckii, Lactobacillus rhamnosus, Lactobacillus plantarum, Lactobacillus brevis, and Rhizopus oryzae, have also been used [129, 130, 131, 132, 133, 134, 135, 136]. A recent study by Malacara-Becerra et al., (2022) [37] shows that corn crop residues can be used to produce industrial lactic acid through SSF. Zheng et al., (2010) [137] have employed SSF to produce succinic acid from corn stover using Actinobacillus succinogenes.
A significant drawback of SSF that limits its use at an industrial level, compared to SHF, is the different optimal temperatures and pH for hydrolysis and fermentation. Indeed, the optimal temperature for enzymatic hydrolysis is typically greater than the fermentation temperature. Consequently, a proper equilibrium point must be found for the process to work [138]. Currently, several thermotolerant bacteria, and yeasts (i.e., Candida acidothermophilum and Kluyveromyces marxianu) have been investigated for increasing fermentation temperatures and approaching optimal hydrolysis temperatures [139].
Another obstacle to SSF is the difficulty of implementing continuous fermentation by recirculating and reusing the fermenting microbes [27]. Consequently, yield losses in SSF processes constitute an inherent weakness [140]. SSF is usually conducted in a batch mode; however, the high solid content in the bioreactor could result in deteriorated enzyme activity and an increase in viscosity, hindering the homogeneous and effective distribution of the enzymes [27]. A fed-batch SSF process, which adds hydrolysate incrementally or step-by-step, can overcome this issue by converting inhibitors continuously and gradually hydrolyzing fibers [141].
All the fermentation processes aim at obtaining the complete assimilation of the sugars previously released during the pretreatment and hydrolysis steps of the lignocellulosic biomass, using microorganisms. A feasible way is to use a mixture of microbial cultures capable of assimilating both C6 and C5 sugars for the co-fermentation of hexoses and pentoses. While SSF requires two bioreactors, each working with a different microbial culture to bioconvert C6 and C5 sugars, SSCF allows the fermentation of both hexoses and pentoses in a single bioreactor [142]. As a result, using SSCF further reduces energy consumption and process costs compared to using SSF, resulting in higher efficiencies [143]. Hickert et al., (2013) [144] investigated the SSCF of rice hull for the production of xylitol and ethanol by Saccharomyces cerevisiae or Spathaspora arborariae, or a combination of both. The process was carried out in bioreactors under oxygen-limiting conditions. S. cerevisiae proved to be an efficient converter of hexoses to ethanol, whereas in co-culture with S. arborariae, the pentoses and hexoses were converted into ethanol and xylitol. However, the SSCF process with both yeasts improved the ethanol concentration, yet not the xylitol concentration [144].
A major drawback of the SSCF process is the difference in temperature, pH, and other conditions between hydrolytic enzymes and fermentative microorganisms, as well as between microorganisms used in co-fermentation. For example, there are significant differences between hexose-utilizing microorganisms and pentose-using microorganisms in terms of temperature tolerance. Usually, the former grows faster than the latter. Consequently, the conversion efficiency of hexoses is higher than that of pentoses [145]. A trade-off involves using only one type of microorganism capable of consuming two substrates and operating at high temperatures, such as hydrolysis. Thermophilic microorganisms can be engineered for this purpose [143]. The SSCF process was used to produce high chiral purity L-lactic acid from bio-detoxified wheat straw by Zhang et al., (2022) [143]. The authors conducted enzymatic hydrolysis and fermentation simultaneously in one bioreactor using a cellulase enzyme and an engineered thermophilic L-lactic acid bacterium, Pediococcus acidilactici, which exhibited a nearly perfect match of temperature and pH with the cellulase enzyme. According to those results, the chiral purity of the cellulosic L-lactic acid reached 99.5% [143]. However, the use of SSCF may be limited by the need for specialized microorganisms [75].
The enzymes for all the processes previously discussed are supplied externally or are produced separately. In CBP, enzymes are produced in a single bioreactor by a single microorganism community. In this process, which is also known as direct microbial conversion (DMC), fermentation, saccharification, and hydrolytic enzyme production are performed in a single step, thereby reducing operational costs and capital investments. For this purpose, several thermophilic cellulolytic anaerobic bacteria have been investigated, including Thermoanaerobacter ethanolicus, Clostridium thermohydrosulfuricum, Thermoanaerobacter mathranii, Thermoanaerobium brockii, and Clostridium thermosaccharolyticum strain. Compared to conventional yeasts, thermophilic cellulolytic anaerobic bacteria offer the advantages of directly using a wide range of inexpensive biomass feedstocks and tolerating extreme temperatures [146]. Currently, numerous studies focus on identifying and exploiting mixed cultures able to hydrolyze lignocellulosic biomass simultaneously with fermentation [147]. Recent studies have discussed the possibility of producing valuable organic acids, such as lactic acid and 3-hydroxypropionic acid, from corn and sugarcane residues through CBP [148].
The design of fermentation processes on a large scale requires an interdisciplinary approach that combines different specializations in the fields of agronomy, microbiology, biotechnology, process technology, and chemical and biochemical process design, to achieve maximum efficiency and effectiveness. In addition, economic, environmental, and social analysis skills are required [149]. Constant innovation and research into large-scale fermentation processes are essential for making this technology more economically feasible and competitive while supplying global markets with an ever-increasing and more diverse array of high-value biobased products [149, 150, 151].
The enormous quantity of residues generated in agriculture and the impacts deriving from their incorrect management or burning leads to the urgency of finding alternative strategies. This review has widely demonstrated the applicability of crop residues as a valuable source of high-added value compounds, including antibiotics, antioxidants, enzymes, biosurfactants, bio-alcohols, and others, from a biorefinery-based perspective. A successful lignocellulosic biorefinery can be realized through a combination of different technologies and biomass processing strategies.
The fundamental steps are enzymatic hydrolysis (or saccharification) and the fermentation of sugars produced by hydrolysis, in addition to any pretreatment. Nevertheless, there are many challenges that need to be addressed to make fermentation sustainable for commercially producing value-added products, as well as biofuels and chemicals. The most used methodology remains SHF.
However, the yields obtained by SHA are generally low. The use of technologies that combine enzymatic hydrolysis and fermentation in a single bioreactor, such as SSF, SSCF, and CBP, are gaining ground, as they increase overall yields by reducing production times, operating costs, contaminations, and inhibitor formation.
Nevertheless, the major disadvantage of these alternative fermentation approaches is the need to identify optimal operating conditions for enzymes and fermenting microorganisms at the same time.
Integrated microorganism and enzyme engineering represents a powerful approach to increasing the efficiency of fermentation processes through the improvement of the tolerance of microorganisms and enzymes to different pH and temperature conditions.
Another crucial aspect is scaling up the fermentation process. An analysis of the pros and cons for each of the aforementioned fermentation strategies, the costs associated with investment and operations, and the return on investment are essential for designing economically and environmentally sustainable processes. Additionally, the properties and supply of raw materials, and the availability of skilled workers must be taken into consideration.
SHF, separate saccharification and fermentation; SSF, simultaneous saccharification and fermentation; SSCF, simultaneous saccharification and co-fermentation; CBP, consolidated bioprocessing; CR, crop residue; CRB, crop residue burning; NMVOC, non-methane volatile organic compounds; PM, particulate matter; PAHs, polycyclic aromatic hydrocarbons; ASTM, American Society for Testing and Materials; TAPPI, Technical Association of the Pulp and Paper Industry; NREL, National Renewable Energy Laboratory; CELF, co-solvent enhanced lignocellulosic fractionation; DESs, deep eutectic solvents; AFEX, ammonia fiber explosion; ARP, ammonia recycle percolation; SCFs, supercritical fluids; PEF, pulsed-electric field; LAB, lactic acid bacteria; BF, batch fermentation; FBF, fed-batch fermentation; CF, continuous fermentation.
AV, PS, and AB conceived the study. AV wrote the original draft. AV, and PS edited subsequent versions. CL and VC reviewed the technical aspects of fermentation. All authors read and approved the final manuscript. All authors have participated sufficiently in the work and agreed to be accountable for all aspects of the work.
Not applicable.
Not applicable.
This research received no external funding.
The authors declare no conflict of interest.
References
Publisher’s Note: IMR Press stays neutral with regard to jurisdictional claims in published maps and institutional affiliations.